

2020-08-24
SPC过程统计表能力指数解读
关键词:能力指数,均值极差,CP,CPK
声明变量:
USL 为尺寸上限
LSL 为尺寸下限
X 为子平均值
X 为总平均值
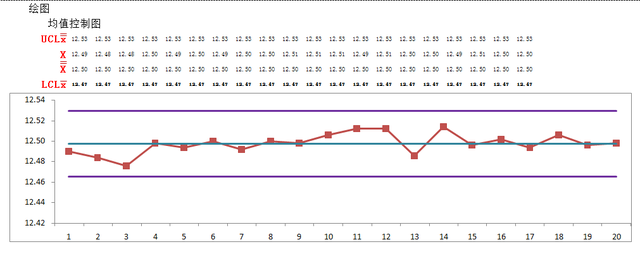
UCLx 为平均值控制上限
LCLx 为平均值控制下限
R 为子极差
R 为极差平均数
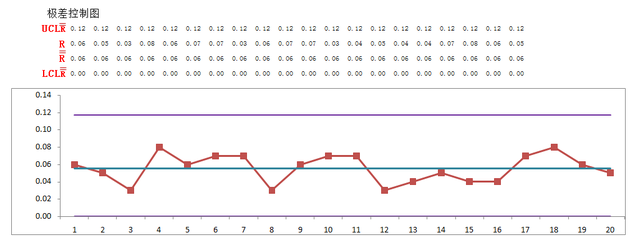
UCLR 为极差控制上限
LCLR 为极差控制下限
σ 为标准偏差(西格码) EXCEL函数 STDEV

求出各个变量的值
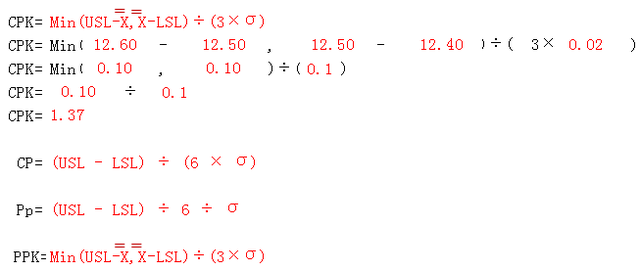
USL = 12.60 尺寸上限
LSL = 12.40 尺寸下限
X = 12.50 总平均值
UCLx = 12.53 平均值控制上限 计算方法= X + R × A2 [平均值 加 极差平均值 乘以 常数表A2]
LCLx = 12.47 平均值控制下限 计算方法= X - R × A2 [平均值 减 极差平均值 乘以 常数表A2]
R = 0.06 总极差平均值 计算方法= ∑(R + N)÷N [所有极差的平均值]
UCLR = 0.12 极差控制上限 计算方法= R × D4 [极差的平均值 乘以 常数表D4]
LCLR = 0.00 极差控制下限 计算方法= R × D3 [极差的平均值 乘以 常数表D3]
σ = 0.02 标准偏差 计算方法= R ÷ d2 [极差均值 除以 常数表d2]

常数表

各个变更的计算公式
图形判断定
1.连续七个点在中心线的上侧或下侧NG
2.连续七个点上升或下降NG
3.连续七个点规律波动 NG
CPK值判定
CPK < 1.33 能力不足 NG
CPK ≥ 1.33 ≤ 1.67 能力充足 OK
CPK > 1.67 能力尚可接受的,但说明你的过程能力非常精密,几呼无缺陷,要考虑后期量产超差风险.